
4.0 RESISTANCE WELDING
Presentation
•
Education
•
1st - 2nd Grade
•
Practice Problem
•
Hard

Hafiz Othman
Used 4+ times
FREE Resource
56 Slides • 0 Questions
1
4.0 RESISTANCE WELDING
MUHAMAD HAFIZ BIN OTHMAN

2
3
4.1 PRINSIP KIMPALAN RINTANGAN

4
Kimpalan Rintangan berlaku seperti :
Menggunakan daya tekanan (force) dan arus akan melalui elektrod yang bersentuhan dengan bahagian logam yang hendak dikimpal.
Haba rintangan akan dijana (generated) di antara permukaan logam dan membentuk kumai yang berbentuk nugget.

5
- Walaupun aliran arus yang besar digunakan, tidak ada bahaya kejutan elektrik kerana prosesnya menggunakan voltan rendah.
- Ianya dinamakan sebagai kimpalan rintangan kerana menggunakan rintangan elektrik untuk menghasilkan haba.
- Proses ini bebas pencemaran tetapi aplikasinya terhad kerana kos peralatan yang tinggi dan ketebalan bahan yang terhad.

6
7
8
9
4.3 KIMPALAN TITIK (SPOT WELDING)
Kimpalan titik adalah salah satu bentuk kimpalan rintangan yang merupakan satu kaedah untuk mengimpal 2 atau lebih kepingan logam bersama-sama tanpa menggunakan logam pengisi dengan menerapkan tekanan dan haba ke kawasan yang akan dikimpal.

10
11
Proses Kimpalan Titik
Elektrod tembaga menerapkan tekanan dan mengalirkan arus elektrik melalui benda kerja.
Dalam semua bentuk kimpalan rintangan, komponen dipanaskan secara setempat (localized).
Logam diantara elektrod melesu (yields) dan diperah (squeezed) bersama-sama.
Kemudian logam akan melebur kedua-dua permukaan.
Arus di offkan dan "nugget" logam lebur membeku dan membentuk sambungan.

12
13
Kimpalan titik berlaku dalam 3 peringkat :
Elektrod yang berada di kepala kimpalan dibawa ke permukaan bahagian-bahagian yang hendak disambungkan dan tekanan diaplikasikan.
Arus mengalir melalui elektrod ke logam kerja untuk mencairkan logam.
Arus di offkan tetapi elektrod kekal ditempatnya untuk membolehkan logam itu menyejuk dan menjadi pepejal.

14

15
16
17
18
19
4.4 KIMPALAN KELIM (SEAM WELDING)
Juga dipanggil kimpalan titik berterusan (continuous spot welding) dimana elektrod jenis penggelek (roller) digunakan untuk mengalirkan arus melalui plat kerja.

20
Penggelek dihubungkan dengan kepingan kerja.
Arus tinggi dilalui melalui penggelek ini.
Penggelek akan mencairkan permukaan plat kerja dan membentuk sambungan kimpal.
Penggelek kemudiannya mula bergolek di plat kerja.
Ini akan mewujudkan sambungan kimpalan berterusan.
Masa dan pergerakkan elektrod dikawal supaya plat kerja tidak terlalu panas.

21
Kelajuan kimpalan kelim adalah kira-kira 152.4cm/min (60 inchi/min)
Parameter kimpalan untuk unit penukar frekuensi 3 fasa adalah sama dengan jadual 4.1.
Jika ada keperluan arus kimpalan perlu ditingkatkan antara 0.5 dan 2.5 kali nilai yang lebih tinggi untuk bahan yang lebih tebal.

22

23

24
25
26
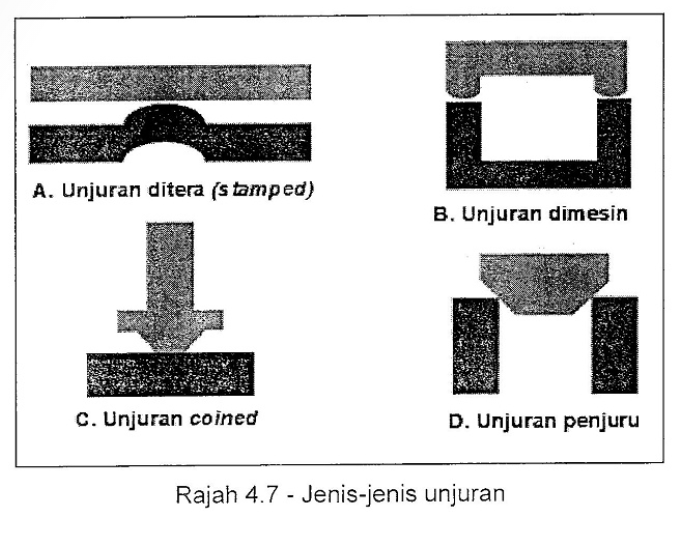
4.5 KIMPALAN UNJURAN (PROJECTION WELDING)
Ianya adalah pengubahsuaian kimpalan titik. Dalam proses ini, kimpalan adalah setempat melalui bahagian yang dinaikkan yang dikenali sebagai lesung (dimple) atau unjuran.

27
Arus tinggi akan dialirkan pada kepingan kerja yang diapit bersama.
Satu tekanan yang ringkan dikenakan melalui elektrod palat plat kimpalan.
Arus yang melalui unjuran (dimple) tersebut akan mencairkannya dan tekanan akan meratakan unjuran dan membentuk kimpalan.
Kimpalan unjuran membolehkan kimpalan bahagian yang lebih tebal atau jarak kimpalan yang rapat.
Unjuran ini juga boleh digunakan sebagai cara untuk mempermudahkan kedudukan (positioning) benda kerja.

28
Kimpalan ini sering digunakan untuk mengimpal stud, nat dan bahagian-bahagian mesin yang lain ke plat logam.
Juga digunakan untuk menyambung dawai dan bar bersilang (cross bar).
Ini adalah satu proses penghasilan tinggi (high-production process) dan beberapa kimpalan unjuran (multiple projection welds) boleh dilakukan dengan reka bentuk dan sistem jig yang sesuai.

29
30
31
32
33

34
35
THANK YOU FOR YOUR ATTENTION !
Any Questions ?

36

37
4.6 KIMPALAN FLASH
Digunakan untuk mengimpal tiub dan rod dalam industri keluli.

38
39
Aplikasi :
Banyak aplikasi kimpalan flash dilakukan dalam pengeluaran automatif.
Gear roda pendaratan kapal terbang dan gelang dari pelbagai bahan dibuat dengan kimpalan flash.
Bingkai jendela dan bingkai-bingkai umum dihasilkan dengan kimpalan flash.

40
41
42

43
4.7 KIMPALAN UPSET
Juga dikenali dengan kimpalan rintangan sambungan temu adalah teknik kimpalan yang menghasilkan sambungan satau gabungan secara serentak disepanjang permukaan.

44
Aplikasi :
Kimpalan upset boleh digunakan dalam penghasilan objek bulat yang mempunyai saiz yang sama.
Ini termasuk gelang dawai, gelang tiub, gelang pembakar, rim roda, spring udara, pemanas, pengering dan banyak lagi.

45
46
47

48
KIMPALAN STAD (STUD WELDING)
Kimpalan stad, haba dari arka elektrik dihasilkan diantara pengikat dan bahagian yang hendak disambung melebur logam cair pada kedua-dua komponen.
Kedua-dua bahagian itu bersambung dibawah tekanan dan bersatu apabila bahagiannya sejuk.

49
50
51
4.9 KIMPALAN RINTANGAN FREKUENSI TINGGI

52
53
54
55
THANK YOU FOR YOUR ATTENTION !
any Questions ?

56

4.0 RESISTANCE WELDING
MUHAMAD HAFIZ BIN OTHMAN
Show answer
Auto Play
Slide 1 / 56
SLIDE
